
女子在早市发药品小广告 你瞅瞅,这小广告上都写了些啥!这哪里还是广告,简直比黄色小说还黄!近日,市民张先生向沈阳晚报、...


文/党忠义
吴余清将泥板成型的方法给海龙教会之后,又教他盘条成型的方法。他首先准备了一个转台,一张旧报纸,用旧报纸剪一个面积略小于转台的圆平铺于转台之上,告诉海龙:“这样是为了将转台上盘筑成型后的坏体从转台上分离下来。”然后教他搓泥条。告诉他:将泥料分离成体积大小适当的块儿。在一个平整且不粘连的面板上将小泥块搓成泥条,双手用力均匀,保证泥条粗细均匀。叮咛他:泥条不能太大,也不能太小。太大了搓成的泥条太长,太小了搓成的泥条太短或太细。
这个时候,吴余清将搓制的泥条盘成一个象蚊香一样的圆饼状,告诉海龙:底座的大小根据自己作品的需要而定,在盘“圆饼”的时候要让泥条之间相互粘连紧密,之后也可以用陶板轻轻拍打底座,使其粘连结实。
整好以后,吴余清选了一根长度适合的泥条,治着底座的外周边缘盘筑,同时用手指把泥条与底座牢牢地捏合在一起,用左手在一旁扶正胚壁,以防止盘筑起的环壁向外拖踏,右手食指与拇指轻轻下压泥条,使其与底座粘连为一体。泥条长短不够时,在进行泥条的首尾相接时,可将上一根泥条的末端和即再要盘筑的泥条首端斜着切断,以使泥条间相互吻合。每层泥条不要在相同的横坐标处进行连接,这样坯壁会支撑不住,要有意的错开连接点。
吴余清一边做一边告诉海龙:“下一步是继续起型。重复上一步做法,将新的泥条与坏体上前一根泥条尾部捏合在一起,根据所需陶器的高度不断的重复盘筑。要保证泥条的首尾尽量光滑的结合在一起。”
完成之后,吴余清又叮咛道:“如果泥料盘条成型一次没能完成,就用塑料袋把已筑起的还体封起来,以免泥盘失去水分。下次再做的时候拿开塑料袋继续盘筑。如果坯体已干,就用毛刷粘水给胚体刷水,再用泥条盘筑,这样便于泥条衔接。”
下午上工以后,吴余清继续告诉海龙:“泥条盘制的制陶方法应该说是陶艺成型技法中最方便、造型表现力最强的技法之一,它几乎可以制作出任何其他技法能做出的形体。”

然后继续教他:“如果所需的形状是朝外伸展的那么连接的新泥条都应该依次向外平移一定距离。如果所需形状是向内收缩的,连接的新泥条就应该依次向里平移一定距离。”“你需要掌握的重点是:练习盘条成型法、花瓶的造型设计。先用泥条盘制一个圆形底座作为瓶底,用泥拍轻轻拍打底座,使其粘连结实。然后在底座的边缘盘筑泥条来起型。盘筑的高度要根据自己所设计的高度而定,形状、样式要以预先准备的花瓶作为参照,也可以做适当的变化进行创意设计。”
教完之后,吴余清给儿子布置了一个作业,让他运用盘条成型法尝试制作一个属于自己的笔筒。并告诉他重点是练习盘条成型法、笔筒的造型设计。难点是重心的掌握。充分发挥你自己的想象,运用盘条成型法设计创作一个别致、有特点、有创意的笔筒。作品完成后用牙签在作品上刻上自己的名字日期,放在博物架上,待干透后再烧制成成品。
勤奋好学的吴海龙在下午收工以后草草吃了一点饭,便去完成他的作业。他选取了制作一只笔筒的土量,用挤压空气的方法将泥柱捧正。将陶泥做成圆锥形,双手扶住泥柱,以中指配合转盘的速度将环土做出葫芦腰状。然后找准圆心,用右手拇指对住顶部中心点下压进行分泥,同时用 左手将右手拇指慢慢下压,右手虎口卡住泥坯的边缘进行横压,之后用食指和中指的指缝卡住坏边,使其规整,顺利完成了作业。
第二天,吴余清开始教给海龙印证、修证和晒环。
首先是印坏。这个过程用到了印模。印模的外形是按坯体内形弧线旋削而成的,将晾至半干的坯覆在模种上,均匀按拍坯体外壁,然后脱模。这就完成了印坏的过程。接着开始利坯。吴余清将半干的坯放于辅坯机上,转动转盘,用刀旋削,使坯体厚度适当,表里光洁。然后告诉海龙:这道工序技术要求很高。利坯,也叫“修坯”或“旋坯”,是最后确定器物形状的关键环节,并使坯体表面光洁、形体连贯、规整一致。利坯不仅需要熟悉泥料性能,而且要熟练掌握造型的曲线变化和烧成时各部位的收缩比例以及各部分留泥的厚薄程度。
教到这里,吴余清叮咛儿子:同一器物的不同部位,坯体厚度各不相同。因为不同部位在高温烧成时的收缩率和受力情况不一致,因而利坯时应控制不同部位的泥坯厚度,以防止其烧造时变形。利坯时对于坯体厚薄程度的控制及其识别方法是掌握利坯技术和确保利坯质量的关键。测定坯体厚薄是以手指上下抚摸并轻轻弹印,听其不同部位的响声。坯体较厚者,弹之发出“咯咯”之声,修至中等厚度时则发出“咚咚”之声,高档瓷坯体修至适当薄度时,弹之则发出“卟卟”的脆声。这些做完以后就是晒坯,也叫凉坯。将加工成型的坯摆放在木架上晾晒。

从小耳闻目染和长时间的观察,聪慧的吴海龙比一般人接受能力要快的多,加上父亲手把手尽心的教导,吴海龙很快就掌握了炼泥、制坯的技巧。吴余清心里非常满意,紧接着开始给他教装饰。
首先是压印装饰。这种装饰技法运用自然之肌理(树叶、花草或天然麻布、纱布等自然之物的特有纹路)来达到别致的装饰效果。这种装饰技法运用起来简单,成型的图案纹路自然,独一无二。加之工匠自身的个性思维和创意,制作出来的工艺陶器别具一格,与众不同。
之后,吴余清又开始教海龙雕刻装饰。没有多久,吴海龙将刻花、剔花、堆花、贴花镶嵌装饰、镂空雕饰、“搅胎“搅浆”装饰的技术一应掌握。

施釉和彩绘的学习时间比较长。施釉和彩绘是面子活,要求很高。为了培养一个顶尖的陶刻工匠,吴余清也是下了功夫的。
画好的陶坯,粗糙而又呆涩,上好釉后则全然不同,光滑而又明亮。不同的上釉手法,又有全然不同的效果。常用的上釉方法有浸釉、淋釉、荡釉、喷釉和刷釉。釉工艺看似简单,却是极为重要和较难掌握的一道工序。做到还体各部分的釉层均匀一致、厚薄适当,还要关注到各种釉的不同流动性。

彩绘是需要绘画功底的。而且分为釉下彩绘、釉上彩绘和釉下彩和釉上彩相结合(即斗彩)三种。
釉下彩绘因其彩绘图案位于陶瓷器釉层之下而得名,是装饰陶瓷器的一种主要手段。用色料在已成型晾干的素环(即半成品)上绘制各种纹饰,然后罩以白色透明釉或者其他浅色面釉入窑高温一次烧成。温度必须达到1200~1400℃。烧成后的图案被一层透明的釉膜覆盖在下边,表面光亮柔和、平滑不凸出, 显得晶莹透亮。它的特点是色彩保存完好,经久不退。我们通常看到的青花、釉里红、釉下三彩、釉下五彩等就是釉下彩瓷的细分类。
釉上彩绘是将彩图绘位于釉层之上。这种技法是先将成型晾干上釉的还体烧成白釉陶瓷器,然后再在白釉上进行彩绘,再入炉低温( 700-800℃)二次烤烧。成型干燥的生坏,在素烧窑内进行烧制为第一次烧成。
陶瓷器的彩绘与一般绘画不同。因为画工在环体素胎上施釉和作画时所见的颜料色经过高温烧制和烘烤后会发生很大变化。看似一件件颜色暗淡、貌不惊人的半成品,经过炉火的烧炼竞会呈现出如此绚丽夺目的色彩,这本身就是非常奇妙的。可想而知,为陶瓷器作画是需要怎样的经验和想象力了。所以,在陶瓷彩绘工序上吴海龙是花费了较长的时间,付出了很大的努力,尤其是青花五彩瓷器与斗彩瓷器的工艺。
紫砂陶刻,就是书法绘画与陶刻的有机结合。陶刻的存在又分为:依附于器皿而存在,与器皿同时存在,还有一种是以自己为表现主体存在依附于器皿而存在的陶刻,是一般性实用品的装饰,失去了器皿载体,其陶刻也就无任何独立的意义。这种情况大多存在于实用性的紫砂陶,如茶壶上。
与器皿同时存在的,就是俗话说的“字依壶传,壶随字贵”的情况,是器皿与陶刻相得益彰的工艺装饰。这种陶刻装饰往往与其载体互为存在,缺少了两个要素中的任何一个,都不能提升另一半的艺术魅力。而以自己的表现为主体存在的,则是当代出现的陶联、陶板、壁挂、竹片、字屏等独立存在的品种形式。这些以观赏和陈设之用的作品,充分张扬了陶刻装饰的魅力。
紫砂陶刻的表现形式,除线描阴刻外,还有阳刻、琢沙地等。线描阴刻,就是凹状的刻文,阳刻就是凸状的刻文,而琢沙地,是用小刀或小钻,在器物表层琢成点点沙粒状的块面,再在块面上面凸显陶刻文字。不上色的陶刻叫清刻,刻后着颜色的叫着色刻。泥未干时陶刻称湿刻,泥坯干后称干刻。
陶刻用刀不比金石用刀,坯体材质比金石印章松软,易于刻画;金石印章是方寸之物,而紫砂陶坯的坯体要大得多,陶刻的自由度也大得多,因此陶刻一般用薄刃快口的斜口小刀;也因为陶坯的材质容易受损,大面积的陶刻用刀需捻管转动,因此陶刻用刀还要安装竹制刀管,就是将尖刀安装在竹管上以方便使用。
陶刻操刀的方法不同于治印,刻刀略薄于小刻印刀,可插人中楷毛笔管粗的竹管以便操作,以握毛笔状操刀,当然这是与泥坯质地弱于印章石刻、块面大和需要提高速度有关。
紫砂陶刻的技法,可分为“刻底子”和“空刻”两种。刻底子是先用毛笔在坯体上书画,定稿后用陶刻刀依照墨迹镌刻,大多二面入刀。空刻是指以刀直接在坯体上镌刻,没有墨迹的规范束缚,以单刀行走较多,亦有加强补刀或二面入刀的。空刻须由擅长书画并有一定雕刻经验的紫砂艺人进行,在确定大体轮廓安排后,以刀直接镌刻,要求运刀快捷,慢则呆板无神,在下刀和。走刀时,注意指、腕配合,轻重顿挫有神,线条变化有致,画面生动。
对于陶刻艺术要求而论,不应只把书法、图画、金石、木刻、图案等图像在紫砂陶上简单地搬移再现,如果只是以师传的稿本抄录摹写,按传统习惯布局画面,忘记了不同的创作对象应各有各的深度和空间要求,不能求得施艺的载体和将要装饰的图案的统一,就不能算是一件成功的高水平陶刻艺术品,而只是一件工艺品。因此,要培养以为出色的陶刻大师,是一件十分不容易的事。吴余清为培养他们吴氏家族的嫡系传人,真可以说是倾尽全力,呕心沥血。吴海文敏而好学,不耻下问,发愤忘食,夜以继日,刻苦学习。他没有辜负老父亲的期望,成为一位优秀的紫砂艺人。

紫砂陶的烧制也是非常关键的一个环节。每次烧窑,吴余清都会从头到尾认真指点,手把手教海龙操作。
陶艺被称为火的艺术。火不仅使黏土、釉色变成了一种新的物质,而且赋予其美感。不同的窑炉、不同的火焰气氛决定了陶艺不同的品质,不同的窑炉、不同的燃料,烧成技法也不同。不管是现代窑还是古代窑,烧成是陶艺制作的最后一道工序,也是最关键的一道工序。因为成败就在此一举!
所谓烧成,就是将干燥或施釉后的还体装入窑炉中,经过高温烧炼,使泥坏和釉层在高温中发生一系列物理、化学变化。烧成过程是陶艺制作工艺中最复杂的过程。陶瓷器的烧成工艺有素烧和釉烧两种:素烧是将黏土转化成永久陶瓷的第一步,通常在没有施釉时进行。一般情况下,素烧温度要达到 900℃至1100℃。这是由所用黏土的类型和其孔隙率来决定的温度越高,孔隙率越低;釉烧是指素烧和上釉之后的第二次烧制。目的是把釉料“烧”到还体上。烧制温度是由釉料和坏体黏土性质决定的。普通陶器(红黏土、红泥陶土)窑温要在900°C 到 1100°C之间;高温陶则需要在1100℃到1200℃之间。瓷器则需要在1200℃到1400℃之间。

烧窑前需要做好充分的准备。首先把陶瓷坏体装入匣钵,匣钵是焙烧坯体的容器,以耐火材料制成,作用是防止坯体与窑火直接接触,避免污染,尤其对白瓷烧造用处最大。
装窑也是细活,装窑釉烧时,需要特别小心,与素烧(没上釉的坏)不同,陶器之间相互不能接触,否则釉料一旦融化,它们就可能粘在一起。该道工序的关键是合理安排火路,保证全窑通风流畅,否则,极易导致“生熟”不匀。所以要求窑室后部装大器匣钵,前部装小器匣钵“前紧后松”是最合理的火路安排。
烧窑的时间过程约需要一个昼夜。先砌窑门,然后点火烧窑。所用燃料是松柴。测看火候掌握窑温变化,决定停火时间。
在陶艺制作上烧窑”是关键中的关键:“过手七十二,方克成器”现在的陶瓷工艺大概也有几十道工序,虽各道工序有各自的重要性,尤其是烧窑工序,在这个行业当中就流传着“一烧、二土、三制作”的说法,稍不注意就会前功尽弃。特别是颜色釉的烧成,更要强调“烧窑”。颜色釉的烧成火焰、性质、温度、烧成时间及燃料种类对颜色变化有十分重要的影响,它的烧成更是一门“火的艺术”:“窑变”是在烧成过程中自然产生的釉色变化,不是人可预测和控制的,有些非常难得的窑变,百窑难得一见,烧成的精品名贵且价值不菲。
因为烧窑非常关键,所以,吴余清一再叮咛海龙:陶瓷半成品入窑前一定要干透,否则容易“烧炸”。装窑时陶瓷半成品所放的窑位也很重要。开始烧时,升温一定要慢,窑炉内的温度应逐渐升高,至少达到400℃后烧制的速度才可以加快一些。最好是一小时记录一次烧成温度。

(待续)
作者简介:

党忠义,笔名:雷首山人。山西风陵渡人,生于1956年8月8日。大专文化,曾从事教育和行政工作。中国华夏文化交流协会副秘书长,世界华人企业家联合会全球总会根祖文化委员会主委,黄河金三角区域合作促进会文化顾问,运城市商业联合会文化顾问。著有《华夏始祖》《袁天罡与推背图》《酱香宗师》《磨砺88》《九州之冀—风陵渡》《摇篮曲》《中华名孝》《中华帝王卷》《西侯度遗址》《六官轶事》《王寮轶事》《华夏圣帝大舜》等书;在《百年强国梦》微信公众平台上发表了《建党精神光耀千秋》《黄河文明与中国精神》《中华国名探源》《华夏始祖与中华文明》等论文。
免责声明:市场有风险,选择需谨慎!此文仅供参考,不作买卖依据。
女子在早市发药品小广告 你瞅瞅,这小广告上都写了些啥!这哪里还是广告,简直比黄色小说还黄!近日,市民张先生向沈阳晚报、...
近日,笔者在江苏省常州市街头,看到在路上行驶的一辆面包车,该车的车后窗玻璃破了,整个车后窗玻璃是用硬...
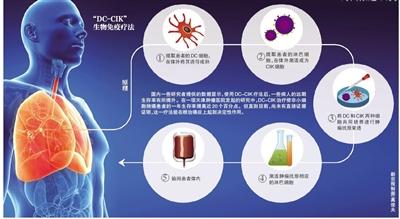
魏则西在武警北京二院使用的是DC免疫治疗技术属于细胞免疫疗法的一种。业内人士坦言,虽然DC-CIK疗法在国内...

□通讯员 鼓公宣 赵柏恋茹 党晨 金陵晚报记者 徐宁 《加菲猫》 是一部脍炙人口的经典动画片,现...

昨日,朝阳高碑店一饭店煤气罐爆燃。饭店玻璃大门被炸毁,门口一辆黑色轿车后窗玻璃被砸坏。新京报记者 尹...